
Want to know a little more about tubes and how to work with them? This is the place to start.
Why would you choose to work with round tube?
Well, for a start, round tube is stronger both in torsion and deflection than square tube of the same weight. Admittedly, butt-welding square tube is simplicity itself, but mitring round tube – given a little thought and patience- is also very simple….once you know how! And once it’s done, how good does it look!
What’s the difference between tube and pipe?
The purpose of pipe (CHS – Circular Hollow Section), is to carry either gas or fluids. Its size refers to its Nominal Bore, as it is this dimension that is used to calculate the flow.
CHS is rolled and then welded from thick, mild (low-carbon) steel and withstands being pressurised, but CHS is not intended for structural use. It is identifiable by a visible internal weld ridge. It is not dimensionally accurate material either and is often visibly out-of-round with a scaly black appearance.
Structural or mechanical tube on the other hand, is (at least, externally) dimensionally accurate and has a bright finish. It is also made from mild steel, and sometimes rolled and welded too. The welded variety tube (ERW – Electric Resistance Welded) begins as a strip of steel which is shaped between rollers and has a visible weld seam along its length. Some ERW tube ends up being Drawn Over a Mandrel (DOM, or sometimes, Cold Drawn Welded), which removes the internal weld ridge, and mechanically strengthens and perfects the whole tube to its finished dimension.
Note: In the U.S. ERW can also be called CREW (Cold Rolled Electric Welded).
Another type of mild steel tube is Cold Drawn Seamless, which is a solid bar of carbon steel, and, as the name implies, the billet is drawn over a mandrel to form the tube section. This is a very strong form of structural tube and can be further strengthened by cold drawing.
There are other families of tube, but only one is of any interest to us for buggy building: 4130 Chrome Moly tube.
4130 is steel alloyed with chromium and molybdenum, and has a justified reputation as a tough material for highly stressed structures such as aircraft frames, dragster chassis etc.
Its main advantage is its superior resistance to bending, therefore, it can be used in thinner wall sections, thus producing lighter structures than those made from similar sized mild steel tube. It is not though, as many think, lighter than other types of steel tube. 4130 does have its drawbacks though. Due to its complex chemistry, it is preferred that it be TIG welded, and may require pre and post heat treatment to relieve the stresses built up during the welding process.
The difference in strength between CDS and 4130 tube, is not as great as some think. CDS is typically 470mpa, and 4130 is typically 650mpa. CHS (ERW / CREW) is around 250-350mpa. Section for section, 4130 is no lighter than any othersteel, and all steel has the same modulus of elasticity anyway (Young’s Modulus), and are therefore equally stiff. It is only its ability to resist permanent set that sets 4130 apart.
So how do you choose which type of tube to use?
Ordinary ERW tube is ideal for use in areas of tension or compression, but if it has to be bent, make sure the tube’s weld seam is situated in a neutral axis. Any tubes subjected to beam (side) loads, would be better in either CDW, DOM or CDS. All of these mild tubes are both easy to bend and weld, requiring no specialist tools or techniques.
Most production motorcycle frames are just made out of 1.2mm to 1.6mm [.047″ to .065″] wall ERW (cut one up and see for yourself).
If using 4130 for items such as A-arms or trailing arms, they can be tackwelded together in their jig, using a MIG welder, but it’s highly recommended to have them fully TIG welded by a competent specialist welder.
How is the tube bent?
To be honest, if you only need some tubes bent to construct one of the Rorty buggies, then the simplest thing to do, is take the appropriate drawings to a professional bender, or fabrication shop and have them make the bends for you.
On the other hand, if you are going to have a go at them yourself, it’s not that difficult, especially with the Rorty tube benders (BTW, the No.1 Bender plans are FREE with the R6 and R82s buggy manuals).
There are different types of benders, and some are totally unsuitable for bending tube. Pipe benders, believe it or not, are only intended for bending CHS pipe. Do not attempt to bend structural tube with one of these. They are designed for thick wall sections, and do not produce accurate, pretty,or strong bends. A pipe bender will crease thin wall structural tube because the OD of pipe doesn’t match the OD of any structural tube.
The OD of Ø25.4mm [1.0″] ERW tube measures, funnily enough, Ø25.4mm [1.0″], but the OD of 25.4mm [1.0″] CHS or Schedule pipe actually measures Ø33.7mm [1.34″].
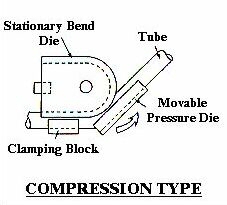
A proper tube bender must be used when working with structural or mechanical tube, but there are several different designs with varying costs and ease of use. All but production plants use a simple form of hand operated tube bender, of which there are two basic types. The compression type draws the tube around a fixed former, and the rotary type rotates the former around the clamped tube. Both work well, and produce virtually perfect, distortion free bends.
How do I work out where to bend the tube?
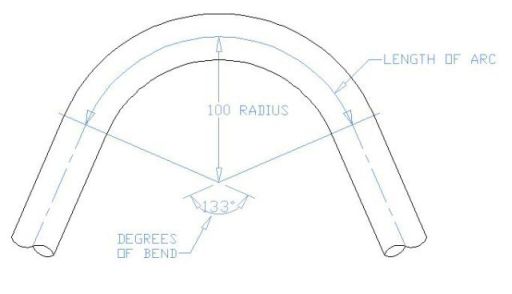
All bends have a start and finish point, and the measurements and radius are taken from the centre line of the tube. For example the radius of the bend in a 31.8mm [1.25″] tube is commonly 100mm [4.0″], but the radius of the inside of the bent tube is actually 84.1mm [3.31″].
What about those tricky looking joints ?
The joints are called fishmouths, and when done accurately, are extremely strong. I [Bob] knew a motorcycle frame maker in the UK, who would braze all his frame joints. He showed me how tight his fishmouth joints were before brazing them. He took a short length of tube with a fishmouth in one end, and stood it vertically on a horizontal piece of tube that was held in his vice. He then proceeded to pour some 5W hydraulic oil (very thin) into the vertical tube. We must have stood chatting for about ten minutes, while he held the top of the tube steady with his finger tip. Not a single drop of oil leaked out of the fishmouth!
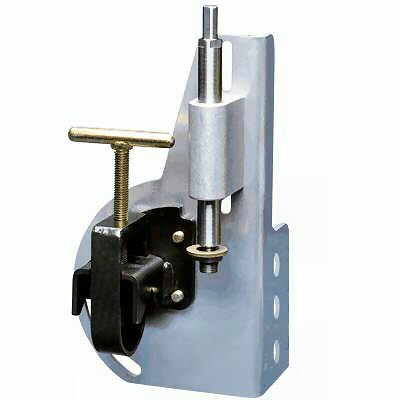
Fishmouths can be cut with a holesaw notcher and like everything else, several types exist. There are manual notchers that literally munch out part of the tube when the notcher handle is pulled down. Then there are the ever more popular variety that uses an electric drill and a series of holesaws to match the diameters of tubes being cut. You can make your own notcher from these notcher plans.
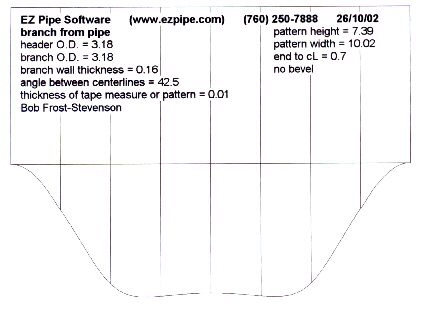
I often use templates either in conjunction with one of the holesaw type notchers, or just with the bench grinder and die grinder. The templates are created using a computer program, and then printed on paper. The template is then carefully cut out with scissors, and taped to the tube, ensuring the printed centre line aligns with the centre line of the tube.
After that, it’s a simple task of drawing around the template and cutting or grinding the fishmouth to shape. Alternatively, the template can be stuck onto the tube, and the fishmouth ground to the printed line with a carborundum or diamond coated fishmouth grinder.
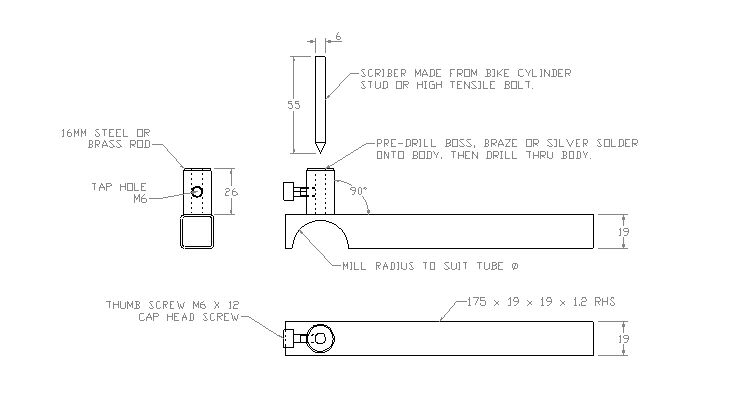
You’ll need a few other gadgets to help make life easier, like a good quality angle finder with a magnetic base, and a tube centreline marker, which you can make from off cuts.
Useful Information
CLR = Centre Line Radius.
DOB = Degree Of Bend.
Length of tube in a bend = CLR X DOB X .01745
or, to put it another way:
L = (R X .01745) x Z,
L is the length,
R is radius of the pipe bend,
Z is the angle of the bend.
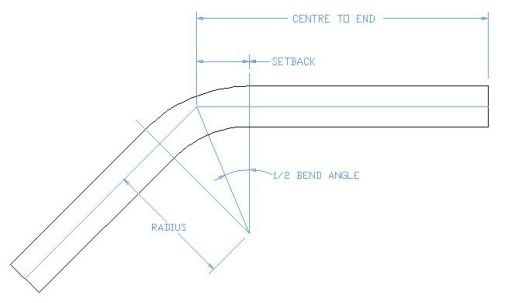
Setback = radius X tangent ½ angle of bend.
Circumference = 3.1416 X diameter.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}